
3.中研磨(#250〜#500)
2003/01/07
いよいよ#250の研磨開始です。#250からは黒色のカーボランダムでなくベージュ色のアランダムです。昨夜は#120の研磨を終えて鏡も道具も全て
お風呂で洗浄しました。
今日は都内に出張で帰ってきたのが22時を少し過ぎていましたが、頑張って20分の2ラウンドの研磨をしました。
研磨通算時間
|
研磨方法
|
ストローク
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
#250-20
|
MOT
|
F
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.088
|
0.088
|
0.088
|
0.088
|
#250-40
|
MOT
|
B+F
|
0.090
|
0.090
|
0.090
|
0.090
|
0.090
|
0.090
|
0.090
|
0.090
|
0.090
|
最初の20分で昨日よりも僅かに焦点距離が伸びたようです。たぶん、横に広く振ったWストロークを続けたからでしょう。そこで2ラウン
ド目は1/3ストロークでやや荷重をかけ気味にして15分間、その後Wストロークで球面化を進める研磨を行いました。これで研磨量は0.090、ほぼ完全
な球面だと思います。曲率もいいようです。



球面の度合いが良いのかどうか判りませんが、昨日まで気になっていた最外周部分の砂目もあっという間に取れてしまいました。中心部の砂目は細かくとても
よく揃っています。
2004/01/08
ここのところ一日の作業量が少ないのでどこかのTV局の朝の15分ドラマみたいに変わり映えのしない内容が続いてしまいました。でも、実際には1ラウン
ド毎に課題を持ってここは掘り込み、ここは球面化といった具合に研磨パターンを変えながら削れる部分と量、水や研磨剤の廻り方、鏡材と盤材の当たり具合な
どを確認してきました。その成果が現れたのか、球面化についてはほとんど心配なくなりました。
次は、研磨剤の替え時期です。研磨剤を細かいものに変えると研磨速度も遅くなるはずですから前の砂の砂目がどの時点で消えるのか大変気になります。この
感覚は30数年前を思い出せません。
そんな訳で、Mさんに研磨剤の番手毎の適当な研磨時間や砂目のでき方、潰し方などをお聞きしたり、顕微鏡で砂目を
観察したりしながら砂の『替え時』を探ってきました。
そして、重要なことが判ったような気がします。
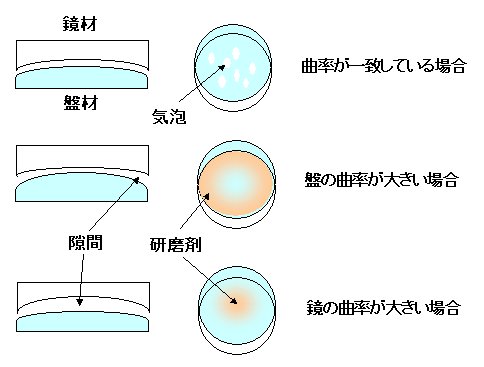
球面化が上手くいって、鏡材と盤材の曲率が同じになっていると次の番手の研磨量が少なくて済むようです。考えてみると当たり前なのですが・・・。結局、
研磨剤の番手を替える前に十分に球面化しておくとその次が早く上がれる・・・ということを・・・
このことを強く実感したのが#250の研磨でした。
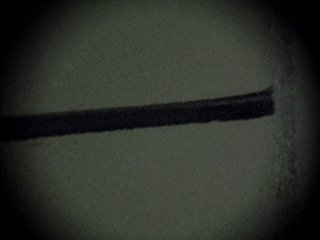
今日、#250の研磨を1ラウンド、20分行ったのですが、これで#250の通算研磨時間は60分、中央部も、中間帯も、最外周も鏡材の砂目は下の写真
のように完全に揃ったものになりました。写真左は中央部、右が最外周です。
そこで#250は60分で研磨を止めて次の#500に進むことにしました。
そして、#500も2ラウンド、都合50分研磨しました。通算で780分になりました。#250の研磨上がりで球面度がよさそうでしたが、最初の30分
でほとんど砂目は揃ってしまいました。
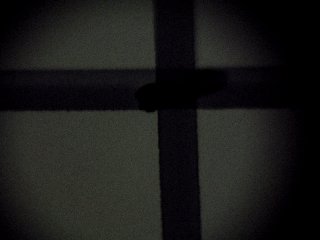
写真は50分目の鏡と砂目の状態です。


感触から言ってこれで#500止めても大丈夫そうですが、念のため明日も1ラウンド#500研磨をするつもりです。
研磨通算時間
|
研磨方法
|
ストローク
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
#250-60
|
TOT
|
B+F
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
#500-30
|
MOT
|
F
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
#500-50
|
MOT
|
F
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
0.089
|
2004/01/09
今朝、太陽で焦点距離を測りました。fl=1970mmでした。これならばF10と言っても実質的に問題なさそうな値です。砂目も全面揃っているのであ
と1ラウンド、TOTで磨いて#500をあがることにしました。
Mさんのアドバイスでは#250以降はあまりflは変わらないということなので、この時点で目的のflよりも+5〜+10mmで良いのではということで
すのでここはTOTでflの最後の仕上げをします。たぶん数mm焦点距離が伸びるのではないでしょうか。

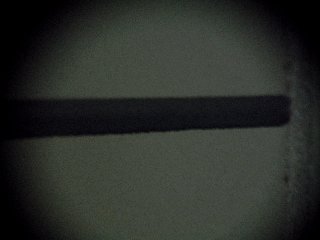
ということで、#500最後の研磨の結果、砂目の状態は上の写真のようになりました。この砂になるともう球面計で研磨面の状態変化を捉えることができま
せん。それに球面計のカンチレバー先端の超鋼で鏡面を傷つけてしまうのもイヤなので面の測定は止めました。